




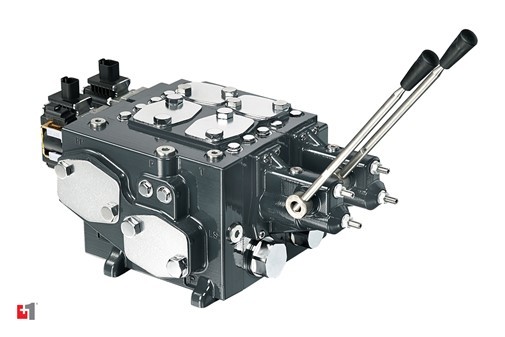
















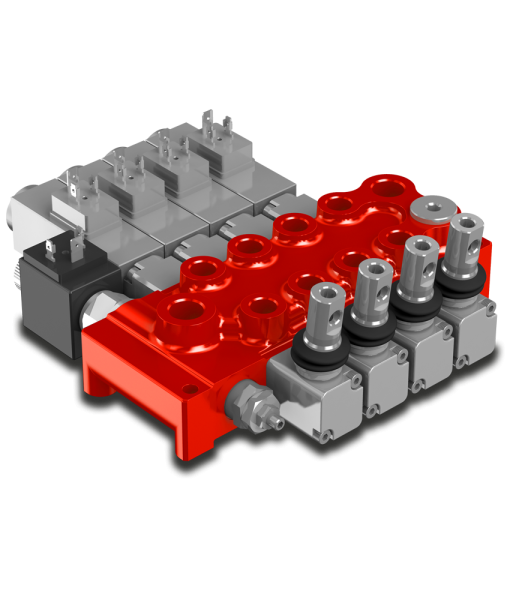
Monoblock Valves
Monoblock valves are built as compact, lightweight, and cost‑effective units available in multiple section configurations, providing dependable control of hydraulic functions in mobile systems.

Hydrocontrol M45
Products for buying online
Hydrocontrol M50
Products available for quote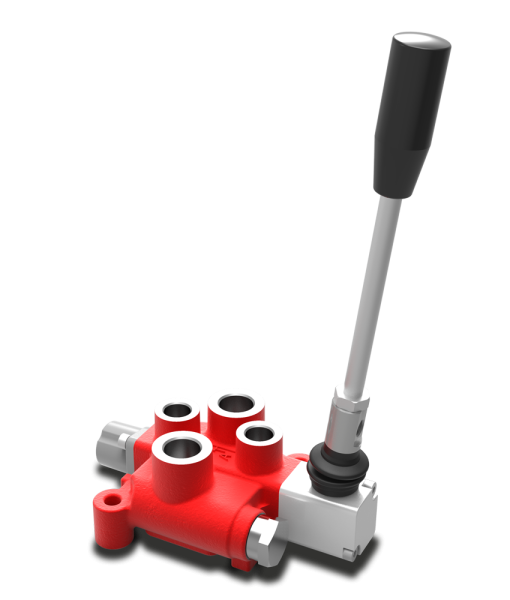
Hydrocontrol Q15
Products available for quote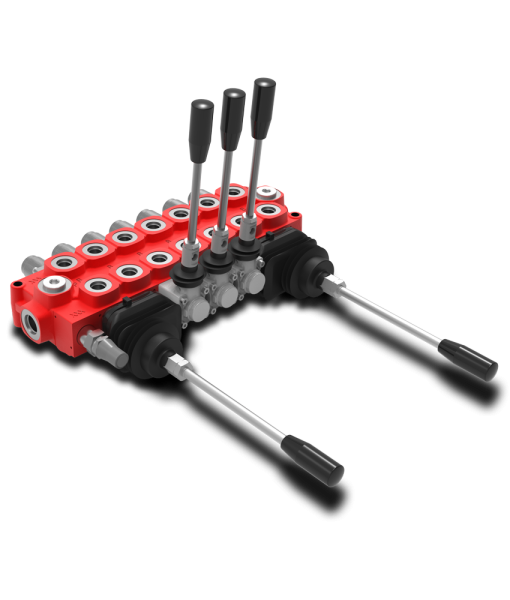
Hydrocontrol Q25
Products available for quote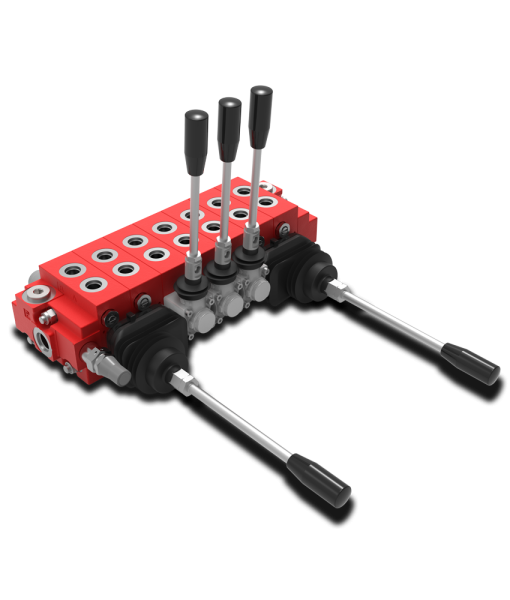
Hydrocontrol Q30
Products available for quote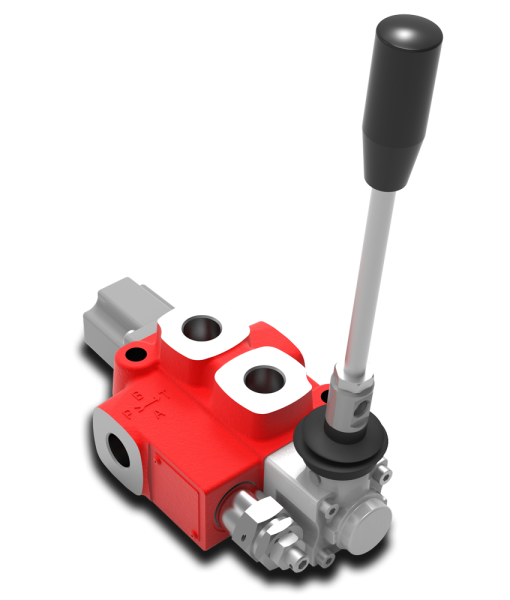
Hydrocontrol Q35
Products available for quote
Hydrocontrol Q45
Products for buying online
Hydrocontrol Q65
Products available for quote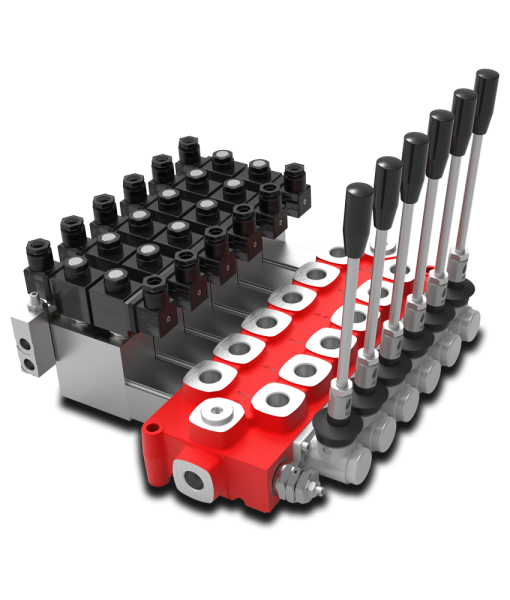
Hydrocontrol Q75
Products available for quote
Hydrocontrol Q95
Products for buying online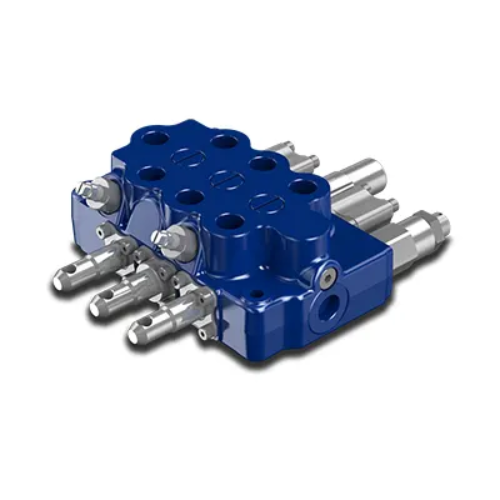
Hydrocontrol TR55
Products available for quoteHydrocontrol Monoblock Directional Control Valves
Monoblock valves are generally less expensive than sectional valves, as well as being lighter and more compact. With no sectional leak points, installation of Hydrocontrol monoblock valves removes potential fitting issues.
Hydraulic Monoblock Valves From Hydrocontrol
Hydrocontrol boasts one of the most complete mobile control valve ranges of any manufacturer in the world and has a well-earned reputation for high-quality, innovative and cost-effective products.
Hydrocontrol offers a large range of monoblock directional control valves. These products, manufactured to the highest quality standards, are very flexible and can be adapted to a multitude of applications. A selection of these monoblock valves are available for next day delivery from the Hydrastore web shop.
Mobile hydraulic applications for Hydrocontrol monoblock valves include agricultural machinery, mobile cranes, mini dumpers, forklift trucks, as well as various kinds of excavators and loaders.
What is a Monoblock Valve?
A monoblock valve is a type of directional control valve housed in a single, solid block. These valves manage the flow of hydraulic fluid to different parts of a system, enabling various functions in machinery and equipment. By controlling the direction of fluid flow, monoblock valves play a vital role in ensuring the correct operation of hydraulic circuits.
The monoblock construction offers leak-proof performance, which is essential in heavy-duty applications where working pressure can exceed 250 bar. Their robust design makes them suitable for both mobile and industrial equipment, offering single and double-acting functions with various spool configurations.
Key Features of Monoblock Valves
Monoblock valves are known for their simplicity and durability, but here’s a breakdown of what makes them popular:
- Single Block Construction: The valve’s components are housed in one unit, which reduces potential leak points.
- High Working Pressure: Many valves support a high working pressure, typically in the 250-315 bar range.
- Multiple Configurations: You can find models with single or double-acting spools, manual or pneumatic control, and lever or detented options.
- Customizable Flow Rate: Flow rates can vary depending on the model, usually from 20 to 80 L/min, catering to different applications.
- Built-in Relief Valves: Most monoblock valves come with an integrated relief valve to protect the system from over-pressure.
These valves are often a popular choice for hydraulic applications due to their space-saving and cost-effective design.
Types of Monoblock Valves
1. Standard Monoblock Valves
These are the most commonly used directional control valves, suitable for straightforward applications. Standard monoblock valves come with options for different spool positions and configurations, such as 2-way, 3-way, or 4-way. You’ll also find versions that support both single and double-acting cylinders.
2. Hydraulic Monoblock Valves with Detents
These detented valves stay in a particular position without needing constant input, ideal for applications where you need to keep the flow moving in one direction without holding a lever. They’re commonly used in mobile equipment like tractors, where continuous flow is necessary.
4. Special Hydraulic Monoblock Valves
For systems that require specific flow rates, pressures, or spool types, special monoblock valves are available on request. Manufacturers can often provide custom solutions tailored to unique hydraulic circuit needs.
How Monoblock Valves Work
In a hydraulic circuit, monoblock valves regulate the direction and rate of flow. They contain a spool, which is connected to a lever. Moving the lever shifts the spool, allowing hydraulic fluid to move through designated ports. The spool’s position determines the direction in which the fluid flows, controlling the operation of single or double-acting cylinders.
Most monoblock directional control valves are fitted with a spring-return mechanism, ensuring that the spool returns to the neutral position after the lever is released. For continuous flow, detented spools hold the spool in place, keeping the valve in an open position without needing to hold the lever down.
Applications of Monoblock Valves
Monoblock valves are versatile and used in a range of industries and applications. Here are some typical uses:
- Agricultural Machinery: These valves are commonly found in tractors and harvesters, controlling the flow to hydraulic lifts and attachments.
- Construction Equipment: In excavators, loaders, and cranes, monoblock valves regulate the flow to lifting arms and other components.
- Industrial Hydraulic Systems: They’re often used in stationary machinery in factories where precise flow control is needed.
- Mobile Equipment: Common in utility vehicles and other mobile machinery, providing reliable directional flow control for various operations.
Choosing the Right Monoblock Valve
When selecting a monoblock valve for your application, consider the following factors:
- Flow Rate: Different valves support different flow rates. Choose one that matches the flow requirements of your hydraulic system.
- Working Pressure: Ensure the working pressure range aligns with your equipment’s hydraulic pressure.
- Spool Type: Select between single and double-acting spools based on the cylinders in your system.
- Control Type: Decide if manual control via a lever is suitable, or if you need pneumatic control for remote operation.
- Valve Size: Measure the dimensions and mounting requirements of the available space, ensuring the valve fits seamlessly into your system.
If you’re unsure which monoblock valve type is best for your equipment, many suppliers offer consultation services to help you make the right choice.
Advantages of Hydraulic Monoblock Valves
- Cost-Effective: Due to their simple construction, monoblock valves are generally more affordable than sectional valves.
- Compact Design: Housed in a single block, these valves take up less space and reduce the risk of leaks.
- Easy Installation: Thanks to the single-block build, installation is quicker and requires fewer connections.
- Reliable Performance: Their high working pressure capacity and integrated relief valves make them reliable for demanding applications.
- Versatile Use: Suitable for various types of machinery and equipment, from agricultural implements to industrial applications.
Monoblock Valve Operation and Maintenance
Proper operation and maintenance extend the lifespan of monoblock valves and ensure they function at peak efficiency. Here are some essential maintenance tips:
- Inspect Regularly: Check for any signs of leaks around the valve block, particularly at the spool and ports.
- Replace Worn Parts: Components like seals and springs can wear out over time. Replacement parts are generally available and easy to install.
- Flush the System: Periodically flush your hydraulic system to prevent contaminants from damaging the valve’s spool and cylinder.
- Use Correct Hydraulic Fluid: Ensure you’re using the recommended hydraulic fluid to avoid issues with viscosity and lubrication.
Regular maintenance can keep your monoblock valves functioning smoothly, reducing downtime and preventing expensive repairs.
Available Monoblock Valve Options and Customisation
Depending on your needs, monoblock valves come in different configurations to suit specific applications:
- Single & Double Acting: Choose between single and double-acting spools depending on your hydraulic circuit.
- Detent Options: Valves are available with or without detent functions. For continuous operations, detented spools can hold the valve in position.
- Custom Flow Rates: If you need a valve with a specific flow rate, many manufacturers offer customisation options.
- Relief Valves: Integrated relief valves are standard on many models, but adjustable relief valves can be requested to match precise pressure requirements.
The Latest Monoblock Valves on Offer
Advancements in hydraulic technology have improved the efficiency and durability of monoblock valves. Many manufacturers now offer models with advanced sealing technology, leak-proof designs, and optimised spools for enhanced fluid control. For those in need of specialised valves, custom models are available, tailored to specific pressure and flow requirements.
To find the latest monoblock valves, you can browse catalogues from well-known brands or reach out directly for specific product codes and availability. Many suppliers provide detailed specifications for each model, allowing you to choose based on precise application needs.
Conclusion
In summary, monoblock valves are a vital component in many hydraulic systems, providing robust, efficient, and cost-effective flow control. With various configurations available, they offer the flexibility needed for everything from agricultural machinery to industrial equipment. By understanding the features, applications, and options for customisation, you can select the right monoblock valve to optimise your hydraulic operations.
Hydrastore is a Mainline Partner Of Hydrocontrol
Hydrastore has considerable expertise gained from many years of experience in the design and manufacture of mobile hydraulic systems. Get in touch with one of our experts now to discuss your hydraulic system requirements.